Großflächige Betonfertigteilplatten wie Decken- und Wandplatten, als auch Balkone werden heutzutage auf langen Fertigungstischen oder palettenförmigen Schalungstischen hergestellt.
Seit einigen Jahren gibt es bereits Ideen die Formen in Wachs oder Sand herzustellen, dabei werden die Schaltische mit Wachs oder Sand aufgefüllt und dann mit einer 6- oder 7-achsigen Fräsmaschine die Formen gefräst.
Dieser Vorgang ist theoretisch zwar denkbar erfordert jedoch eine extrem lange Bearbeitungszeit, weil in der Regel rund 80-90% des Materials abgetragen werden müssen.
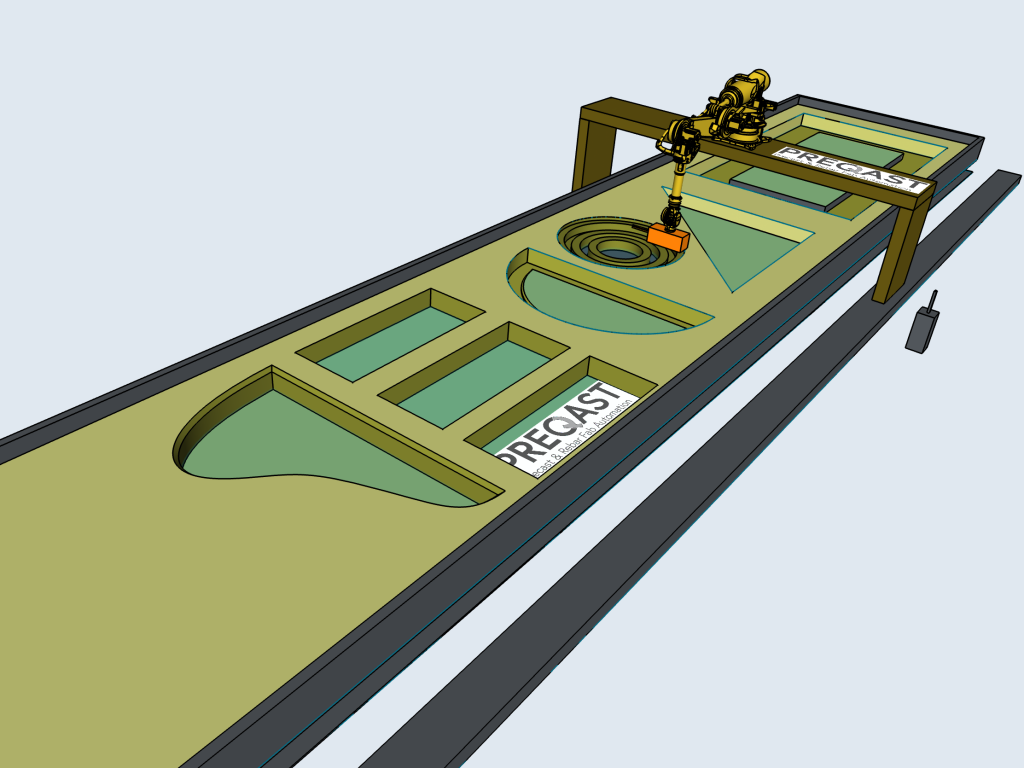
In der vorliegende Erfindung werden nur die Außenvolumina der Betonfertigteile in Form von Wachsschalungen mit Übermaß so eingebracht, dass die dabei definierten Umrisse der Betonfertigteile kleiner als die Originalumrisse sind. Damit können dann alle Flächen der Form gefräst werden.
Entsprechend den CAD Daten der zu fertigenden Teile gelangt nun der Fräsroboter zum Einsatz. Die Flächen und Konturen der Form, die der Außenform der Platte entsprechen, werden nun gefräst. Der Materialabtrag ist damit um das 7 bis 10fache geringer als wenn die Form aus einem vollen Wachsblock gefräst werden müßte.